齒輪加工機床的種類繁多,構造各異:
要求:刀具的切削刃形狀與被切齒輪的齒槽形狀相吻合。
優點:機床較簡單,可利用通用機床加工。
缺點:
1.每加工完一個齒槽后,工件需要周期地分度一次,生產率也較低。
2.加工出來的齒形是近似的,加工精度較低;
3.對于同一模數的齒輪,只要齒數不同,齒廓形狀就不相同,需采用不同的成形刀具;
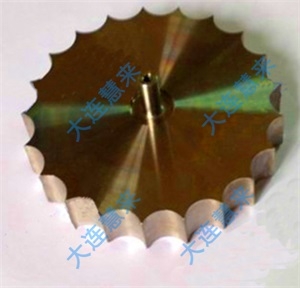
滾齒法
母線(漸開線):采用成形法,機床不需要表面成形運動。形成導線(直線):相切法。機床需要兩個成形運動。一個是銑刀的旋轉B1,一個銑刀沿齒坯的軸向移動A。兩個都是簡單運動。銑完一個齒后,銑刀返回原位,齒坯作分度運動——轉過360º/z(z是被加工齒輪的齒數),然后再銑下一個齒槽,直至全部齒被銑削完畢。
There are various types and structures of gear machining machines:
Requirement: The cutting edge shape of the tool should match the tooth groove shape of the gear being cut.
Advantages: The machine tool is relatively simple and can be processed using general-purpose machine tools.
Disadvantages:
After each tooth groove is processed, the workpiece needs to be divided periodically, and the productivity is also relatively low.
2. The processed tooth profile is approximate and the machining accuracy is relatively low;
3. For gears with the same module, as long as the number of teeth is different, the tooth profile shape is different, and different forming tools are required; Gear hobbing method
Busbar (involute): Using forming method, the machine tool does not require surface forming motion. Forming a wire (straight line): Tangent method. Machine tools require two forming movements. One is the rotation B1 of the milling cutter, and the other is the axial movement A of the milling cutter along the tooth blank. Both are simple exercises. After milling a tooth, the milling cutter returns to its original position and the tooth blank undergoes indexing motion - turning 360 degrees/ Z (z is the number of teeth of the processed gear), and then mill the next tooth slot until all teeth are milled.