
械加工")
機(jī)械加工是指通過(guò)一種機(jī)械設(shè)備對(duì)工件的外形尺寸或性能進(jìn)行改變的過(guò)程。按加工方式上的差別可分為切削加工和壓力加工。加工內(nèi)容各類切削機(jī)械對(duì) 各種金屬零件加工;鈑金、焊接、金屬結(jié)構(gòu)加工; 鈦合金、高溫合金、非金屬等機(jī)械加工;非標(biāo)設(shè)備設(shè)計(jì)制造。
在車間生產(chǎn)過(guò)程包括直接改變工件形狀、尺寸、位置和性質(zhì)等主要過(guò)程,還包括運(yùn)輸、保管、磨刀、設(shè)備維修等輔助過(guò)程。大連機(jī)械加工生產(chǎn)過(guò)程中,按一定順序逐漸改變生產(chǎn)對(duì)象的形狀、尺寸、位置和性質(zhì)使其成為預(yù)期產(chǎn)品的這部分主要過(guò)程稱之為工藝過(guò)程。零件依次通過(guò)的全部加工過(guò)程稱為工藝路線或工藝流程。
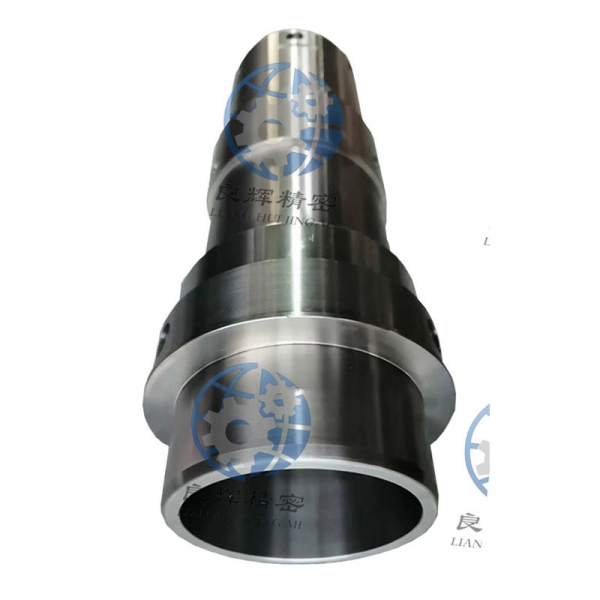
零件加工一般多從精基準(zhǔn)的加工開始,再以精基準(zhǔn)定位加工其它表面。因此,選作精基準(zhǔn)的表面應(yīng)安排在工藝過(guò)程起始工序先進(jìn)行加工,以便為后續(xù)工序提供精基準(zhǔn)。例如軸類零件先加工兩端中心孔,然后再以中心孔作為精基準(zhǔn),粗、精加工所有外圓表面。
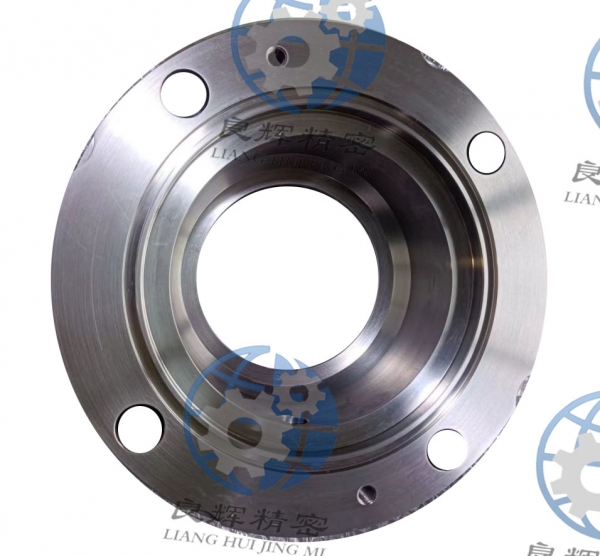
齒輪加工則先加工內(nèi)孔及基準(zhǔn)端面,再以內(nèi)孔及端面作為精基準(zhǔn),粗、精加工齒形表面。一般,單件產(chǎn)品,可交由師傅,自己全權(quán)處理;大批量零件,必須由專人下料,開粗,粗加工和精加工才可以快速有效的生產(chǎn)。為了保證加工精度,粗、精加工最好分開進(jìn)行。
械加工")



械加工")