
械加工")
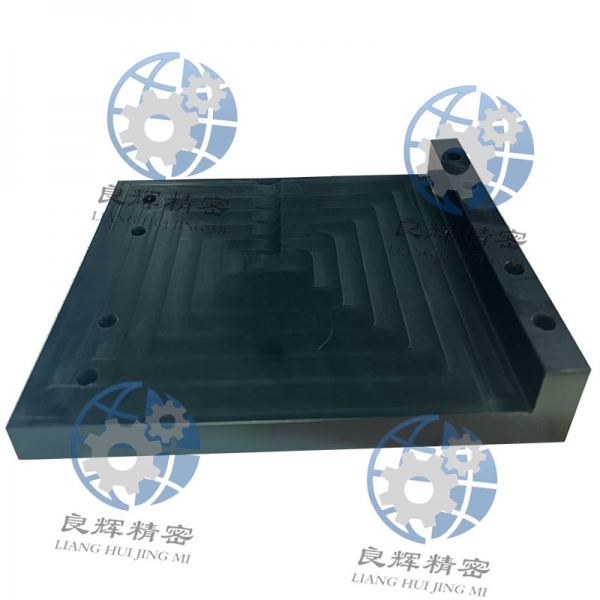
大連數(shù)控加工帶您了解金屬模具表面硬化處理技術(shù),擴(kuò)散法金屬碳化物覆層技術(shù)是將工件置于特種介質(zhì)中,經(jīng)擴(kuò)散作用于工件表面形成一層數(shù)微米至數(shù)十微米的金屬碳化物層。該碳化物層具有極高的硬度,HV可達(dá)1600~3000(由碳化物種類決定),此外,該碳化物履層與基體冶金結(jié)合,不影響工件表面光潔度,具有極高的耐磨、抗咬合(粘結(jié))、耐蝕等性能,可大幅度提高工模具及機(jī)械零件的使用壽命。
通過在工件表面形成超硬化合物膜層的方法,是大幅度提高其耐磨、抗咬合(抗粘結(jié))、耐蝕等性能,從而大幅度提高其使用壽命的有效而經(jīng)濟(jì)的方法。目前,工件表面超硬化處理方法主要有物理氣相沉積(PVD),化學(xué)氣相沉積(CVD),物理化學(xué)氣相沉積(PCVD),擴(kuò)散法金屬碳化物履層技術(shù).
其中,PVD法具有沉積溫度低,工件變形小的優(yōu)點(diǎn),但由于膜層與基體的結(jié)合力較差,工藝?yán)@鍍性不好,往往難以發(fā)揮超硬化合物膜層的性能優(yōu)勢(shì)。
CVD法具有膜基結(jié)合力好,工藝?yán)@鍍性好等突出優(yōu)點(diǎn),但對(duì)于大量的鋼鐵材料而言,其后續(xù)基體硬化處理比較麻煩,稍有不慎,膜層就易破壞。因此其應(yīng)用主要集中在硬質(zhì)合金等材料上。
PCVD法沉積溫度低,膜基結(jié)合力及工藝?yán)@鍍性均較PVD法有較大改進(jìn),但與擴(kuò)散法相比,膜基結(jié)合力仍有較大差距,此外由于PCVD法仍為等離子體成膜,雖然繞鍍性較PVD法有所改善,但無法消除。
由擴(kuò)散法金屬碳化物覆層技術(shù)形成的金屬碳化物覆層,與基體形成冶金結(jié)合,具有PVD、PCVD無法比擬的膜基結(jié)合力,因此該技術(shù)真正能夠發(fā)揮超硬膜層的性能優(yōu)勢(shì),此外,該技術(shù)不存在繞鍍性問題,后續(xù)基體硬化處理方便,并可多次重復(fù)處理,使該技術(shù)的適用性更為廣泛。
控加工")


械加工")