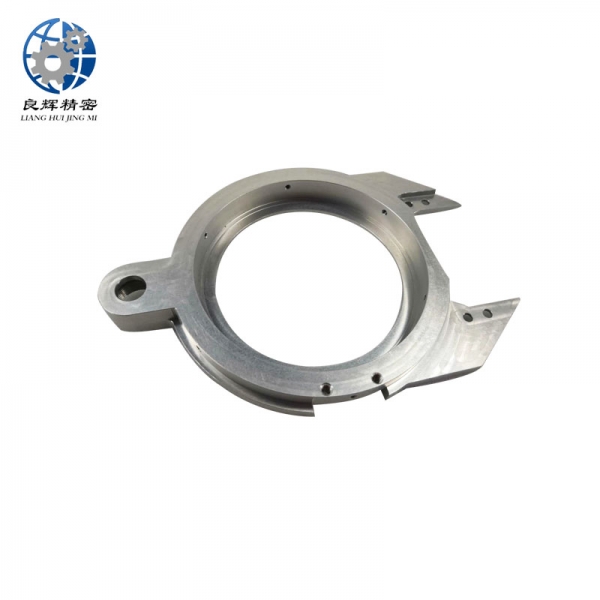
大連機械加工可進行精密零件的車、銑、刨、磨等加工, 此類機械擅長精密零件的車、銑、刨、磨等加工,可以加工各種不規則形狀零件,加工精度可達2μm。現代企業用系統工程學的原理和方法組織生產和指導生產,將生產過程看成是一個具有輸入和輸出的生產系統。
能使企業的管理科學化,使企業更具應變力和競爭力。工藝過程又可分為鑄造、鍛造、沖壓、焊接、機械加工、裝配等工藝過程,機械制造工藝過程一般是指零件的機械加工工藝過程和機器的裝配工藝過程的總和,其他過程則稱為輔助過程,例如運輸、保管、動力供應、設備維修等。
主要任務是選擇各個表面的加工方法,確定各個表面的加工順序,以及整個工藝過程中工序數目的多少等。工藝路線擬定須遵循一定的原則。輕微的碰撞都會損壞表面,在日本、德國等國家,在光整加工后,都要用絨布進行保護,絕對不準用手或其它物件直接接觸工件,以免光整加工的表面。
由于工序間的轉運和安裝而受到損傷。可以加工各種不規則形狀零件,加工精度可達2μm。粗基準是指用未加工過的毛坯表面做基準。精基準是指用已加工過的表面做基準。以保證該表面加工余量分布均勻、表面質量高;如床身加工,先加工床腿再加工導軌面。
這樣可以保證不加工表面相對于加工表面具有較為精確的相對位置。當零件上有幾個不加工表面時,應選擇與加工面相對位置精度要求較高的不加工表面作粗基準。重復使用同一粗基準所加工的兩組表面之間位置誤差會相當大,因此,粗基一般不得重復使用。