機械加工的刀具主要是如何進行選擇的您了解多少。
在進行機械加工中,刀具的選擇非常重要;那么,其主要是根據什么來進行選擇的,下面小編來為大家講解:
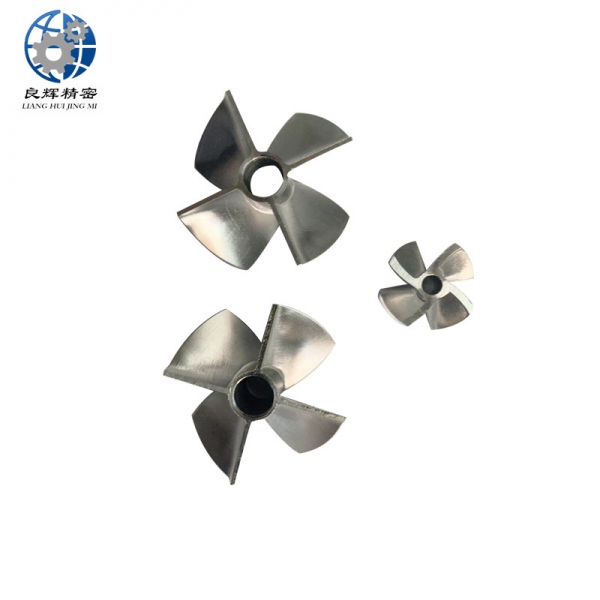
機械加工關于刀具的選用,加工曲面類零件時,為了保證刀具切削刃與加工輪廓在切削點相切,而避免刀刃與工件輪廓發生干涉,一般采用球頭刀,粗加工用兩刃銑刀,半精加工和精加工用四刃銑刀;銑較大平面時,為了提高生產效率和提高加工表面粗糙度,一般采用刀片鑲嵌式盤形銑刀;銑小平面或臺階面時一般采用通用銑刀;銑鍵槽時,為了保證槽的尺寸精度、一般用兩刃鍵槽銑刀。
在經濟型數控加工中,由于刀具的刃磨、測量和更換多為人工手動進行,占用輔助時間較長,因此,必須合理安排刀具的排列順序。污泥廢油的措置與措置機械加工廢水措置采用“物化+生化措置”主體工藝,過程中產生的傳染物重要有物化措置階段產生的含油污泥和廢油及生化措置階段產生的殘剩活性污泥,是以對分歧性質的傳染物要分類匯集、分質措置。污泥措置生化殘剩污泥排入生化污泥池,經板框脫水后便可外運措置。機械加工背吃刀量(或側吃刀量)的確定。在保證加工表面質量的前提下,背吃刀量(ap)應據機床、工件和刀具的剛度來決定,在剛度允許的條件下,應盡可能使背吃刀量等于工件的加工余量,這樣可以減少走刀次數,提高生產效率。
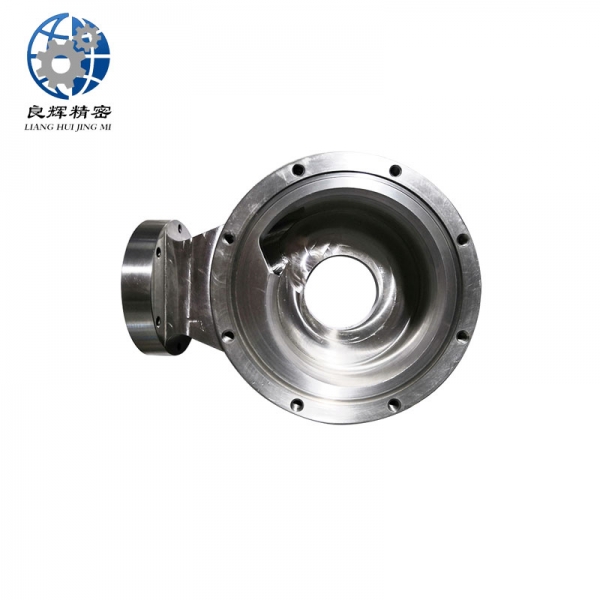
機械加工孔加工刀具的選用,數控機床孔加工一般無鉆模,由于鉆頭的剛性和切削條件差,選用鉆頭直徑D應滿足L/D≤5(L為鉆孔深度)的條件;鉆孔前先用中心鉆定位,保證孔加工的定位精度;精絞前可選用浮動絞刀,絞孔前孔口要倒角;鏜孔時應盡量選用對稱的多刃鏜刀頭進行切削,以平衡鏜削振動;盡量選擇較粗和較短的刀桿,以減少切削振動。物化污泥重要為氣浮池產生,其排入物化污泥池后再經板框壓濾,濾出液為油水同化物,排入污油罐,凈置分層后下層水排入綜合廢水調劑池,上層油排入廢油箱,板框壓濾出的油渣可摻入煤中焚燒措置。
廢油措置廢油由兩部分組成,污泥措置中產生的廢油儲存在廢油箱中,此外一部分為陶瓷膜過濾后的乳化濃縮液,這部分廢油含水量較高,需再經破乳槽措置,措置后的濃縮液分別成廢油、污泥和廢水三部分,污泥排入物化污泥池,廢水排油布洗滌廢水調劑池,廢油則排入廢油箱后同一本錢化措置。