大連數(shù)控加工它的工藝性能及大連機械加工工藝過程卡
一、精加工型腔時零件的定位與裝夾為了使工件在機床上能迅速、正確裝夾,而且在加工一批工件時不必逐個找正,所以廣東東莞數(shù)控車床加工會采用一面兩銷的定位方式。對于一些薄壁型的零件,它容易變形,所以在夾緊工件時,壓板應壓在工件剛性較好的部位,分布盡可能 均勻,以保證夾緊的可靠性,而且夾緊力的大小應適當,以防破壞工件的定位或使工件產(chǎn)生不允許的變形。
二、精密五金加工工藝分析該零件毛坯選用棒料,采用粗加工、精加工的工藝方案。廣東東莞數(shù)控車床加工的時效是:去除材料及加工應力。
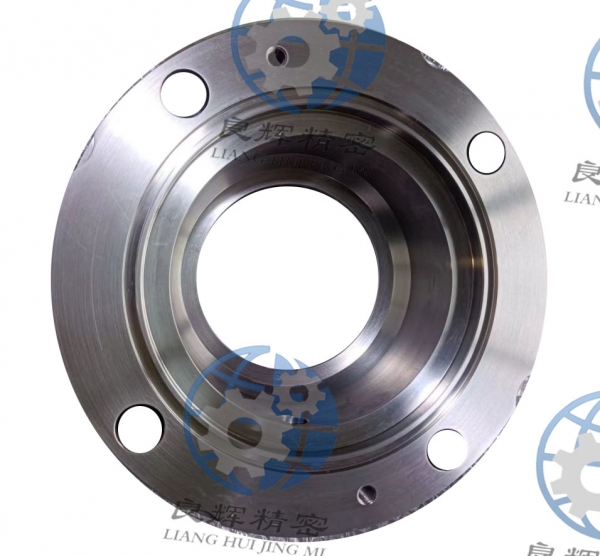
三、零件的結(jié)構(gòu)特點該零件材料為硬鋁LY12,其切削性能良好,屬于典型的薄壁盤類結(jié)構(gòu),外形尺寸較大,周邊及內(nèi)部筋的厚度僅為2mm,型 腔深度為27mm。該零件在廣東東莞數(shù)控車床加工過程中如果工藝方案或加工參數(shù)設置不當,極易變形,造成尺寸超差。
大連機械加工工藝過程卡
工序卡:
是規(guī)定某一工序內(nèi)具體加工要求的文件。除工藝守則已作出規(guī)定的之外,一切與工序有關(guān)的工藝內(nèi)容都集中在工序卡片上。如機加工工序卡、裝配工序卡、操作指導卡等。
工藝卡:
是針對某一工藝階段編制的一種加工路線工藝,它規(guī)定了零件在這一階段的各道工序,以及使用的設備、工裝和加工規(guī)范。如鍛壓工藝卡、電鍍工藝卡等。
它規(guī)定整個生產(chǎn)過程中,產(chǎn)品(或零件)所要經(jīng)過的車間、工序
等總的加工路線及所有使用的設備和工藝裝備。可以作為工序卡片的匯總文件。
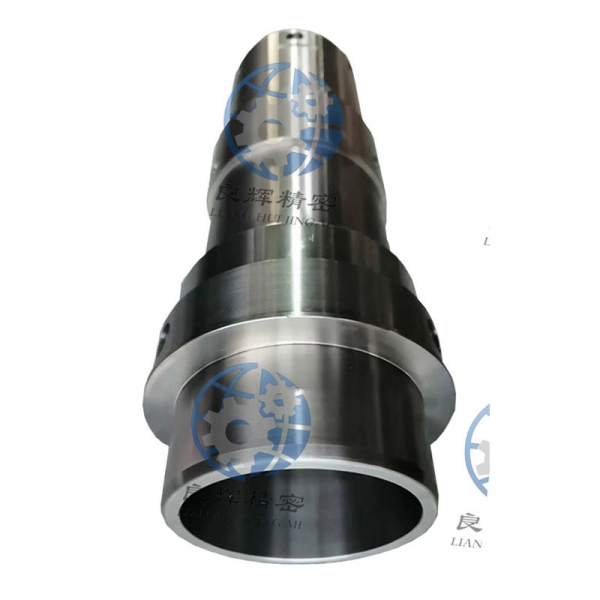
軸類零件加工工藝是減速器中的傳動軸。它歸于臺階軸類零件,由圓柱面、軸肩、螺紋、螺尾退刀槽、砂輪越程槽和鍵槽等組成。軸肩通常用來斷定裝置在軸上零件的軸向方位,各環(huán)槽的作用是使零件裝配時有一個正確的方位,并使加工中磨削外圓或車螺紋時退刀便利;鍵槽用于裝置鍵,以傳遞轉(zhuǎn)矩;螺紋用于裝置各種鎖緊螺母和調(diào)整螺母。
控加工")